Examine This Report on Welding Inspection
Wiki Article
All about Welding Inspection
Table of ContentsHow Welding Inspection can Save You Time, Stress, and Money.An Unbiased View of Welding InspectionWelding Inspection Fundamentals ExplainedWhat Does Welding Inspection Do?What Does Welding Inspection Mean?
Base metal markings are deducible to a product certification. Recording of filler and base steel traceability details is carried out.Insulation related to the element where needed for local heating. Temperature as well as hold time is appropriate. Heating rate as well as cooling rate is appropriate. Distortion serves after conclusion of the thermal cycle. Firmness shows an acceptable heat treatment Confirm stress examination is done to the procedure Stress fulfills examination spec.
We as welding inspection firm use lots of direction, procedures, welding inspection forms to check over factor exactly that refer to evaluation after welding process. Here are some essential points in the ASME Area IX that are essential to be taken in account for any kind of welding inspection firm that carries out welding assessment on repair equipment, process and power piping and over ground storage tank.

Welding Inspection Fundamentals Explained
Extra crucial variables (SEV) are considered as (EV) just if there is effect toughness requirement. Otherwise, they are "non-essential" variables. EV as well as SEV are consisted of in PQR document. EV, SEV, as well as NEV are included in WPS document. PQR file gives data used in PQR test and examination results, as well as can not be revised.WPS might be modified within the EVs certified. The NEVs can always be changed without affecting the credibility of PQR.Only in SMAW, SAW, GTAW, PAW as well as GMAW (other than short-circuiting) or the combination of them Radiography examination can be made use of for welder efficiency certification test, yet there is an exemption, other than P-No.
25 and also P-No. 51 with P-No. 53 as well as P-No. 61 via P-No. 62, welder making groove welds P-No. 21 via P-No. 25 as well as P-No. 51 with P-No. 53 steels with GTAW procedure might additionally be qualified by radiography. For welder efficiency qualification when the voucher has actually stopped working the aesthetic exam, and also instant retest is meant to be done, the welder shall make 2 test promo code for each position which he has failed.
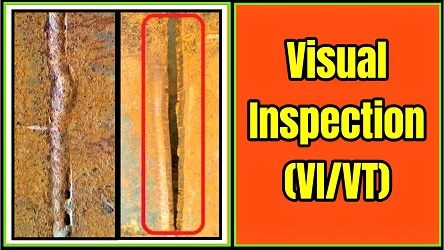
The tests likewise determine the appropriate welding style for ordnance equipment as well as forestall injury and trouble to personnel. NDT refers to nondestructive testing. It is a strategy to screening that includes assessing the weld without triggering damage. It conserves time and cash consisting of using remote aesthetic assessment (RVI), x-rays, ultrasonic testing and also liquid penetration testing. Welding Inspection.
Welding Inspection Things To Know Before You Buy
If you are fixing a component on a maker, if the machine functions effectively, after that the weld is often thought about correct. There are a couple of ways to inform if a weld is right: Distribution: Weld product is distributed equally in between the 2 materials that were signed up with. Waste: The weld is free of waste materials such as slag.It must be removed quickly. In Mig welding, any residue from the securing gas should also be eliminated with little issue. TIG, being the cleanest process, must additionally be waste-free. In Tig, if you see waste, it usually implies that the material being welded was unclean completely. Porosity: The weld surface ought to not have any type of irregularities or any kind of permeable openings (called porosity).
If you see openings it typically suggests that the base steel was dirty or had an oxide finishing. If you are making use of Mig or Tig, porosity shows that more protecting gas is needed when welding. Porosity in light weight aluminum welds is a vital indication of not making use of enough gas. Rigidity: If the joint is not limited, this indicates a weld trouble.

Welding Inspection Things To Know Before You Get This
Usual Weld Faults Incomplete Infiltration This term is made use of to define the failing of the filler and go now also base metal to fuse with each other at the origin of the joint. Linking happens in groove welds when the transferred metal and base steel are not merged at the origin of the joint. The regular root cause of incomplete infiltration is a joint layout which is not ideal for the welding procedure or the conditions of building.
This is typically described as overlap. Lack of blend is triggered by the following problems: Failing to elevate to the melting point the temperature level of the base steel or the previously deposited weld steel. Inappropriate fluxing, which stops working to liquify the oxide and various other foreign product from the surfaces to which the deposited steel needs to fuse.
Undercutting Undercutting is the burning away of the base steel at the toe of the weld. Damaging may be triggered by the following problems: Present change that is too high. Failure to fill up the crater entirely with weld steel.
Rumored Buzz on Welding Inspection
They create porosity in the weld metal. In arc welding, slag additions are typically comprised of electrode layer materials or fluxes. In multilayer welding procedures, failure to remove the slag between the layers creates slag additions. A lot of slag incorporation can be prevented by: Preparing the groove as well as weld image source properly prior to each grain is transferred.
Report this wiki page